




BUCKET ELEVATORS
Bucket Elevators are located in a casing or housing to contain the material. Bulk materials are loaded into each bucket as the bucket moves past an inlet point. A bucket elevator can elevate a variety of bulk materials from light to heavy and from fine to large lumps.
- Heavy-Duty & ISO-Certified Quality
- Custom-Engineered for Your Plant
- 30+ Years of Expertise & Full Support
Product Overview
High-Capacity Industrial Bucket Elevators
When your plant requires the efficient vertical transport of heavy bulk materials, space and speed are critical factors. At IP Magnate, our heavy-duty industrial bucket elevator systems are expertly engineered to lift large volumes of bulk materials vertically with maximum efficiency and zero spillage.
Whether you are elevating abrasive cement, fragile food grains, or heavy metal ores, our elevators provide a highly reliable, space-saving solution. Enclosed in a completely dust-proof casing, our lifting equipment ensures a clean plant environment while delivering continuous, high-speed vertical material handling that seamlessly integrates into your production line.
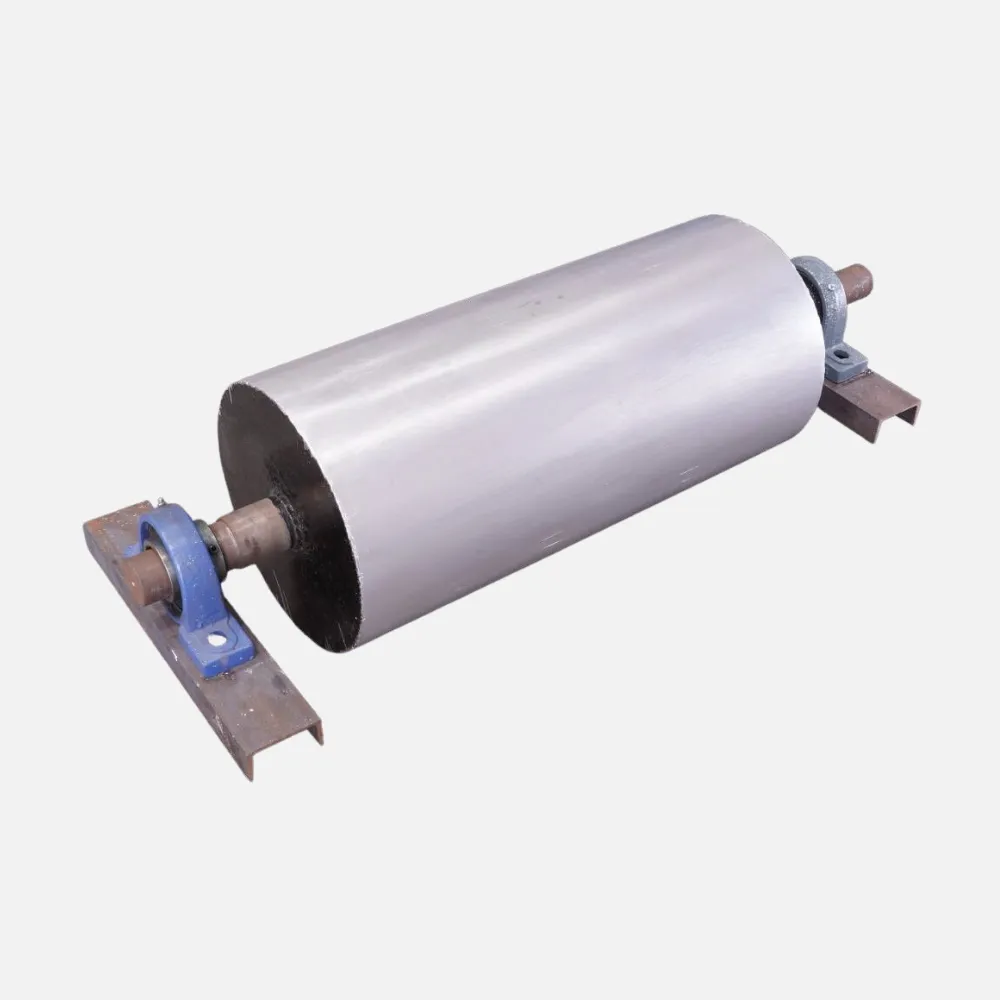
Bucket Elevators efficiently lifts bulk materials vertically. It consists of several key components:
- A series of buckets attached to a moving belt, carrying the material
- A belt that supports the buckets and transmits the pull
- A drive system to power the belt
- Additional accessories for loading, discharging, belt tensioning, and enclosure protection
The entire system operates within a protective casing to contain the material. As the buckets pass the inlet point, they pick up bulk materials, lifting them to the desired height. This system handles a wide range of materials, from light to heavy and fine to large lumps.
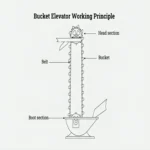
How Our Vertical Bucket Elevator Works
The operation of our industrial bucket elevator is highly continuous and synchronized. The system consists of a series of metallic or heavy-duty plastic buckets securely attached to an endless vertical belt or heavy-duty chain.
The material is fed into the bottom intake hopper (the boot). As the belt or chain rotates around the bottom pulley, the buckets continuously scoop up the bulk material. The powerful top drive motor then pulls the loaded buckets vertically to the top of the elevator (the head). As the buckets pass over the top head pulley, centrifugal force or continuous gravity design forcefully discharges the material into the output chute. The empty buckets then travel back down to repeat the continuous lifting cycle.
Key Features & Technical Advantages
We build our vertical conveying systems to withstand heavy loads and abrasive materials, ensuring 24/7 uninterrupted operation:
- Anti-Runback Safety Mechanism: Equipped with a heavy-duty mechanical backstop (holdback) on the drive shaft to prevent the loaded belt from suddenly dropping backward in the event of a power failure.
- Dust and Weather-Proof Casing: The entire lifting mechanism is fully enclosed in a rugged, flanged steel casing, eliminating dust emissions and protecting the material from external moisture.
- Heavy-Duty Buckets & Belting: Fitted with deep, high-capacity buckets (available in steel, stainless steel, or nylon/PU) and reinforced, stretch-resistant rubber belting or forged steel chains.
- Easy Access & Maintenance: Designed with conveniently located inspection doors at the head and boot sections for easy cleaning, belt tensioning, and routine maintenance.
- Custom Lift Heights & Capacities: Fully customizable height configurations and bucket sizes to exactly match your plant’s structural layout and required tons-per-hour (TPH) capacity.
Wide Industrial Applications
Because of their vertical, space-saving footprint and high lifting capacity, our bucket elevators are indispensable in:
- Cement & Construction: Lifting abrasive materials like cement, limestone, fly ash, and sand into storage silos.
- Agriculture & Food Processing: Elevating grains, seeds, flour, and sugar using food-grade buckets and belts.
- Mining & Minerals: Transporting heavy metal ores, crushed rocks, and coal to processing screens.
- Chemical & Fertilizer: Safely handling bulk chemical powders and urea granules without environmental contamination.
Request a Custom Quote
Upgrade your plant’s vertical material handling and eliminate production bottlenecks. Contact IP Magnate’s technical team today with your material specifications, lift height, and capacity requirements, and let us custom-engineer the perfect bucket elevator for your facility.